先人が動輪からの回転が可能な方式を考えられ、その模倣と検討により実現できたと思います。
記録として、その経緯を時系列で示します。
| 年 | 月 | 内容 | 発表先 | 名前(敬称略) | 備考 |
| 1947 | 7 | 私の電車 | 鐵道模型趣味 | 松田恒久 | 1984年井上豊氏のオートクラッチの元ネタ。 |
| 1950 | 7 | ミキスト | 鐵道模型趣味 | カツミ扱い | 動輪側から回転可能なウォームギア |
| 1978頃 | クラッチギヤ | 未発表 | 内田利次(クラーケン) |
雑誌等には未発表。 福原金属さんの会(7月)にてお披露目。 同一構造の製品あり。 工業生産向きの構造で、確実に動作する。 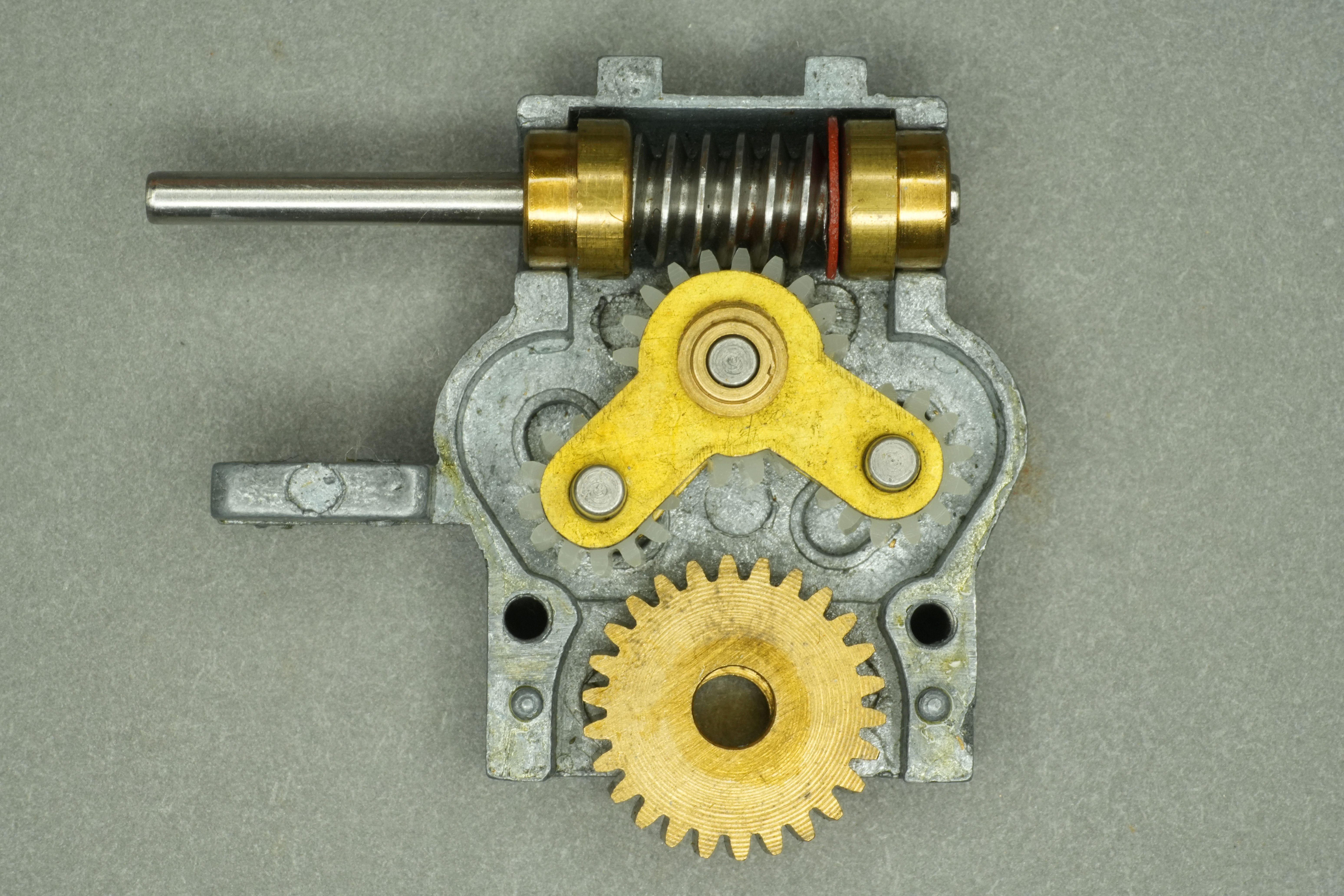 市販品 市販品
|
|
| 1979 | 10 | グレートノーザンS-1 | 鉄道模型趣味 新製品紹介 |
天賞堂 |
ギアヘッド付モータとスパイラルギアによる駆動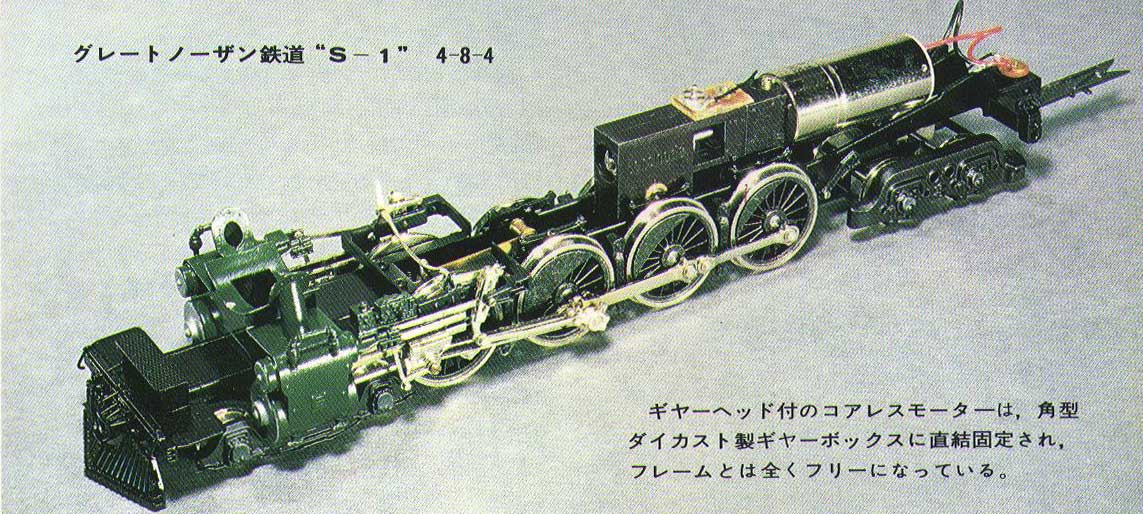 鉄道模型趣味誌より引用 鉄道模型趣味誌より引用
|
| 1984 | 11 | 押して動く | とれいん | 大東孝司 | 3条ウォームを採用 セルフロックが外れる程度にウォームの進み角を大きくし、動輪側から回転可能 Oゲージの機関車に実装 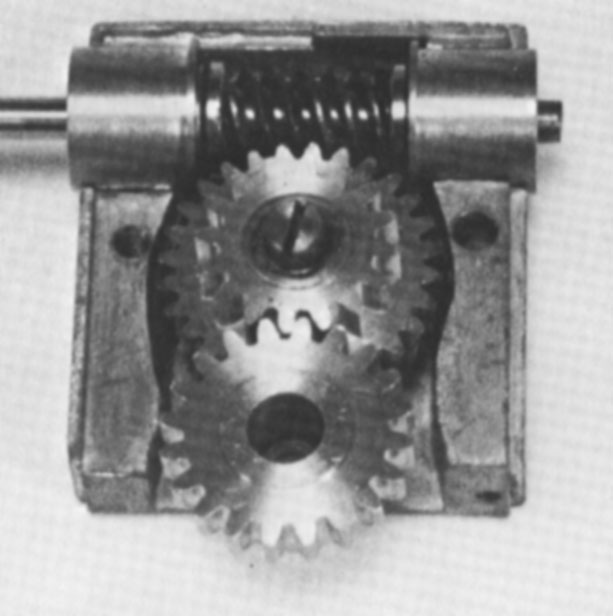 とれいん誌より引用 とれいん誌より引用
|
| 1984 | 12 | オートクラッチ | 鉄道模型趣味 | 井上豊 | 自動式クラッチ ウォームホイールに付けたカムで車軸のピンに引っ掛ける方式 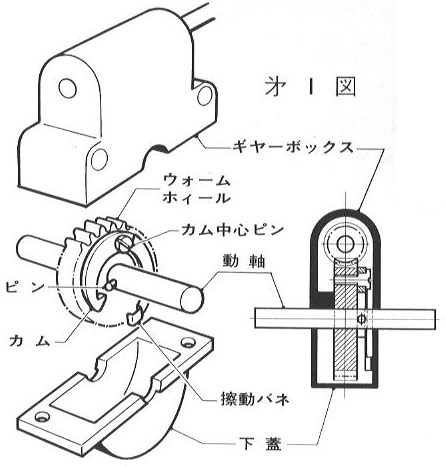 鉄道模型趣味誌より引用 鉄道模型趣味誌より引用 |
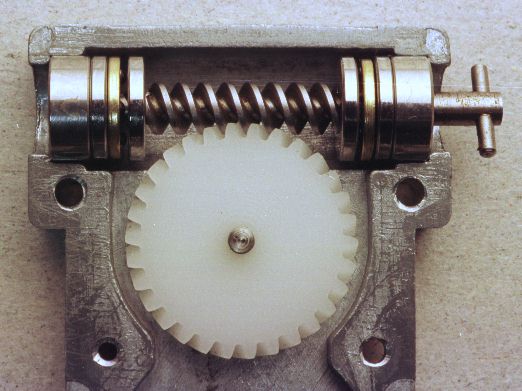
| 1989 | コースティングギヤ | 商品発売 | スパイクモデル |
2条ウォーム 13mmゲージ用
進み角21°19'(設計値)
|
|
| 1994 | 2 | 私のC51超特急 | とれいん | 森井義博 |
ウォームホイール内オートクラッチ
クラッチは、一眼レフカメラのCanon F-1の巻き上げレバーのクラッチ構造を参考に双方向にクラッチが効くようにして製作。 製作が非常に面倒なため、製作は1回のみ。 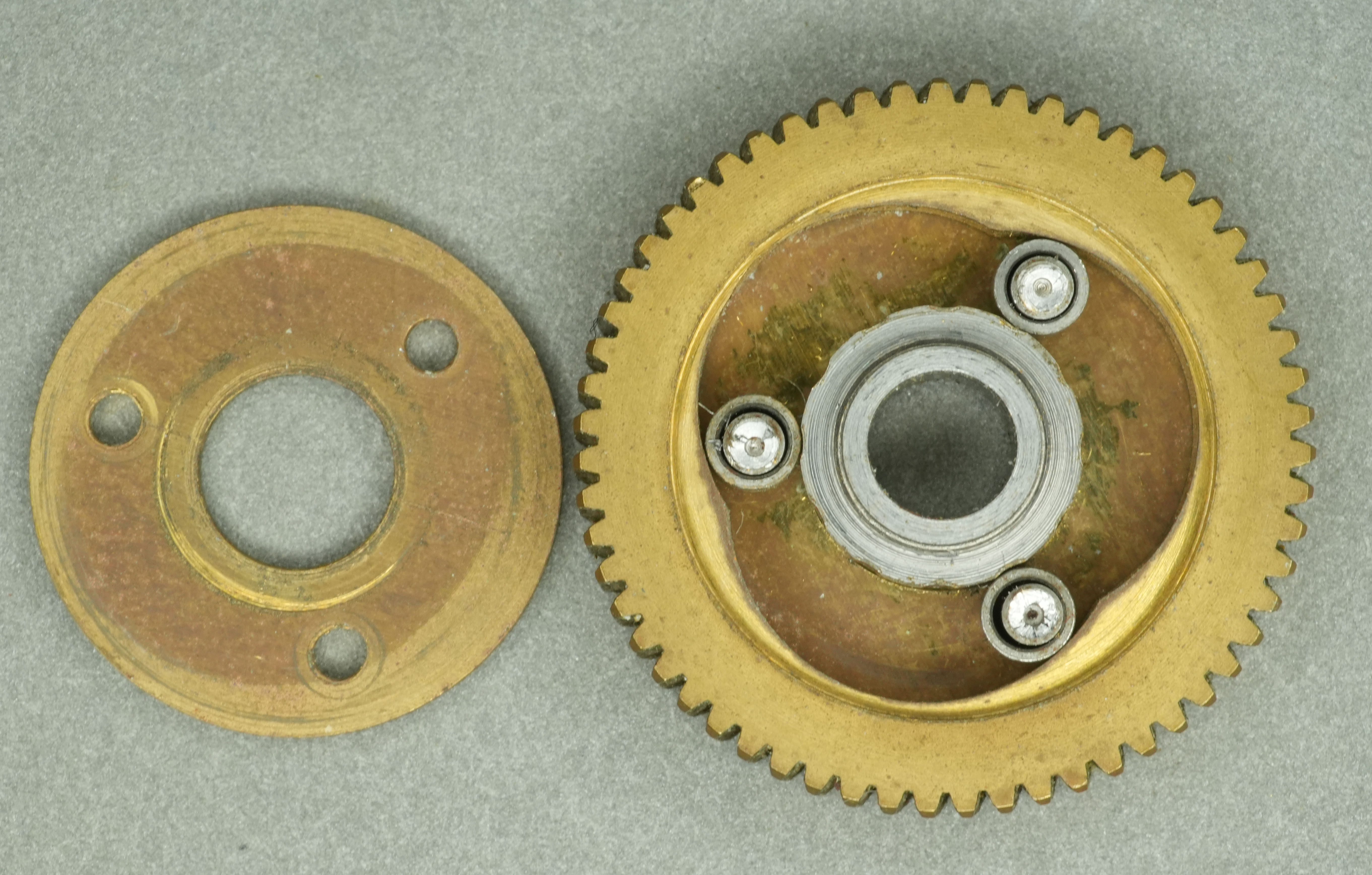 |
| 1994 | 5 | C51 Super Superb Line |
商品発売 | カツミ |
2条ウォームギヤ内蔵
進み角約18°(実測) 動輪側から回転するが重かった。
|
| 1999 | 6 | C622 | 鉄道模型趣味 | 森井義博 | ギヤヘッド付モータと平ギヤ、スパイラルギヤによる駆動 動力装置の体積が大きいことと、スパイクモデルのコースティングギヤと比べて動輪側からの回転は軽くなかった。 |
| 2001 | 3条ウォーム(進み角20°) | 森井義博 |
2条ウォームにしたかったが小さな歯底径のウォームを製作できる会社を見つけられず、3条で試作。 性能上は特に問題ないが、ギア比が小さく、それに合う適当なモータが見つからない。 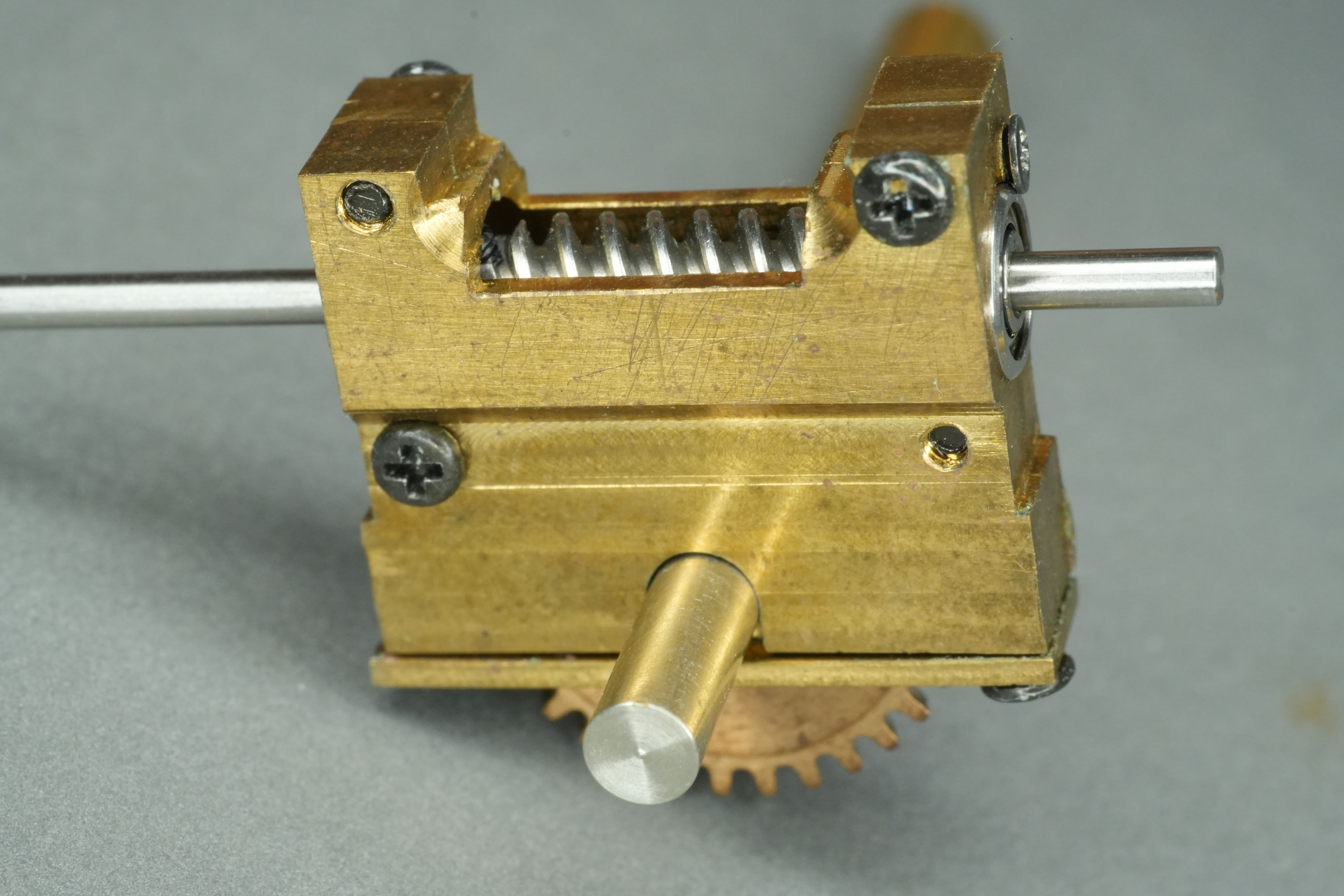
|
||
| 2015 | 1条ウォーム(進み角20°) | 森井義博 |
1条ウォームで動輪側から回転可能な歯車を作製。
歯底径は設計値0.17mmであるが、加工中に折れるため、0.77mmで製作。 ホイール歯の先端をウォーム歯底径が大きくなった分切削。 動輪側から回すと時々引っかかりあり。 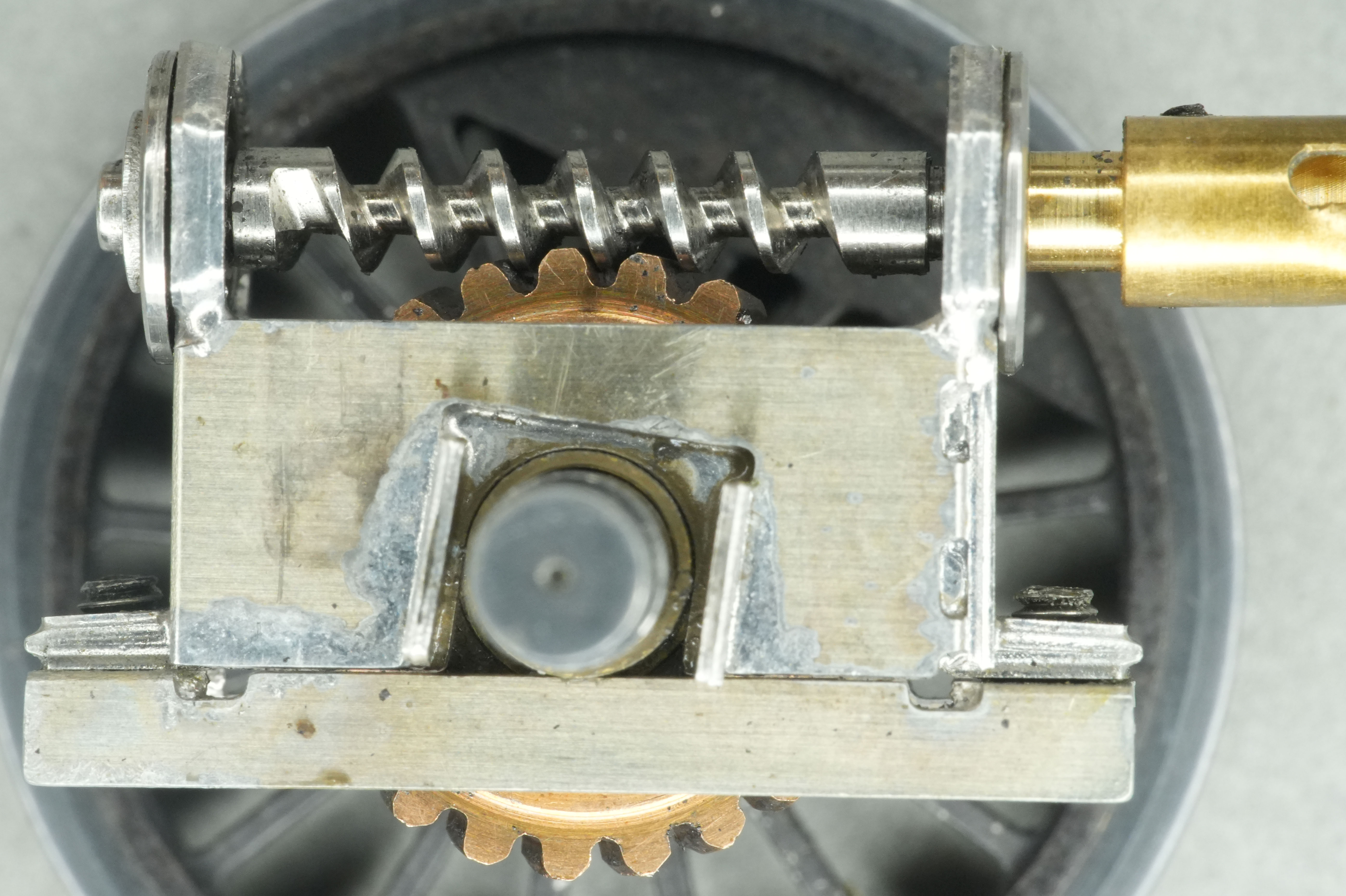
|
||
| 2018 | 2条ウォーム(進み角30°) | 森井義博 |
できる限り大きな進み角で作製。 1条ウォームよりも動輪側からの回転は軽い。 無負荷回転数が12Vで4000~5000rpmのコアレスモータが必要であるが適当なものが見つからない。 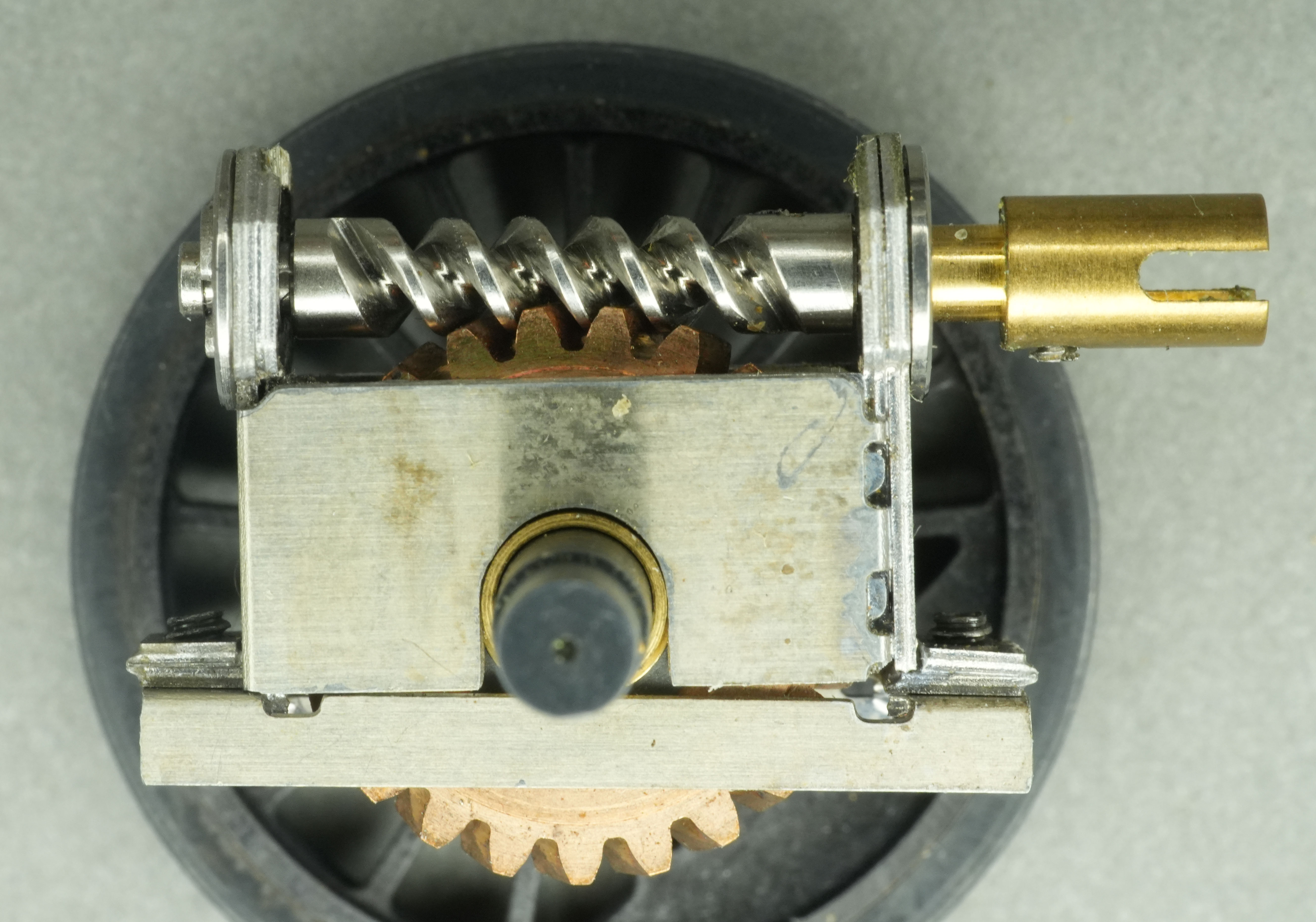
|
||
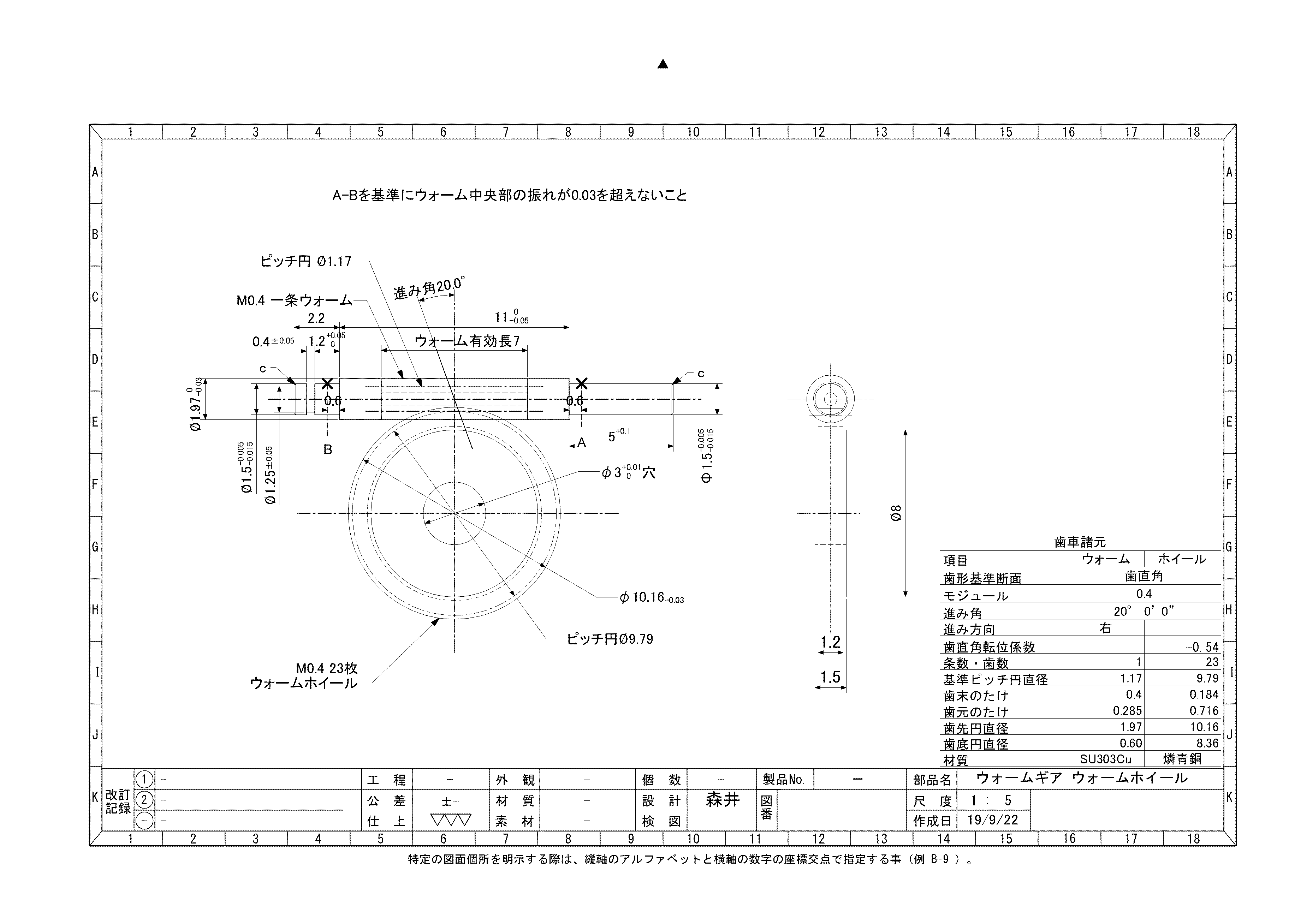
| 2019 | 1条ウォーム(進み角20°) | 森井義博 |
1条ウォームで動輪側から回転可能な歯車を作製。 歯底径は設計値0.17mmであるが、加工中に折れるため、0.6mmで製作。 ホイールはウォーム歯底径が大きくなる分、歯を転位して外径を小さくした。 歯車の製作を依頼した会社ではこのウォ-ムを加工できる職人は1人しかいないとのこと。 歯底径は本来の設計値よりもかなり太いが、ウォームとホイールの歯がかみ合わない状態で無理矢理ギヤボックスに入れるとウォームが曲がる。 機械強度向上のため同じ寸法で材質を変更し焼き入れしたウォームを製作依頼したが、焼き入れ後に歪みが出る等で歩留まりが非常に悪く使えなかった。 3条ウォームと比べるとギヤ比やウォーム径の関係もあって動輪側から回すのはモータやカプリングの負荷の影響も大きくなる。 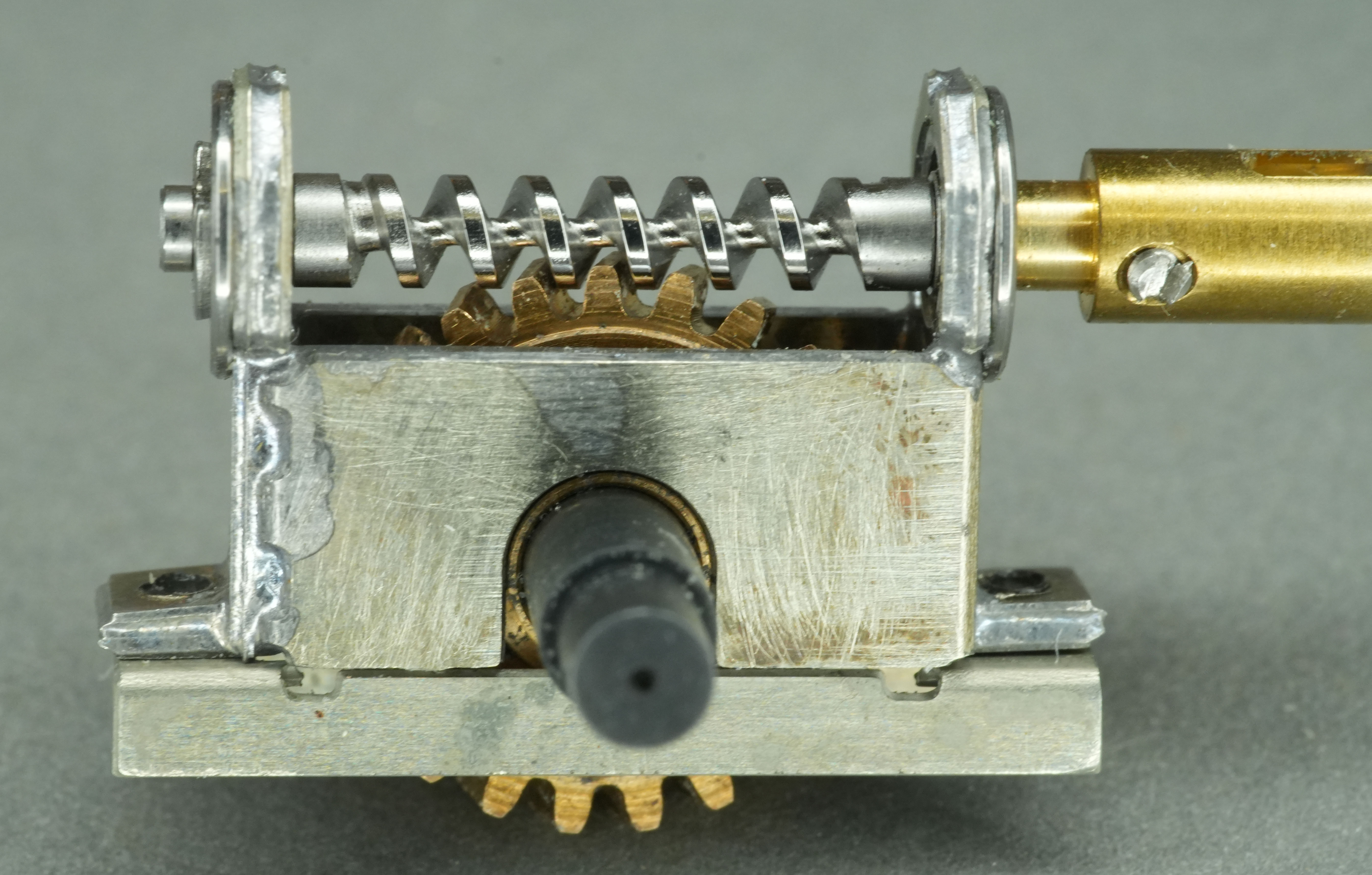
 |
||
| 2022 | 高効率ギヤ | blog | dda40x | HO用高効率ギヤ(3条ウォーム)頒布 | |
| 2024 | 高効率ギヤ | blog | dda40x | 薄型HO用高効率ギヤ(3条ウォーム)頒布 |